Kingdom of Armenia (antiquity)
Armenia, also the Kingdom of Greater Armenia, or simply Greater Armenia or Armenia Major sometimes referred to as the Armenian Empire, was a kingdom in the Ancient Near East which existed from 331 BC to 428 AD. Its history is divided into the successive reigns of three royal dynasties: Orontid, Artaxiad and Arsacid (52–428).
Roman coin of 141 AD, showing emperor Antoninus Pius holding a crown on the Armenia King's head
Mesrop Mashtots, the creator of Armenian Alphabet, by Francesco Maggiotto (1750–1805)
Historical provinces of Greater Armenia
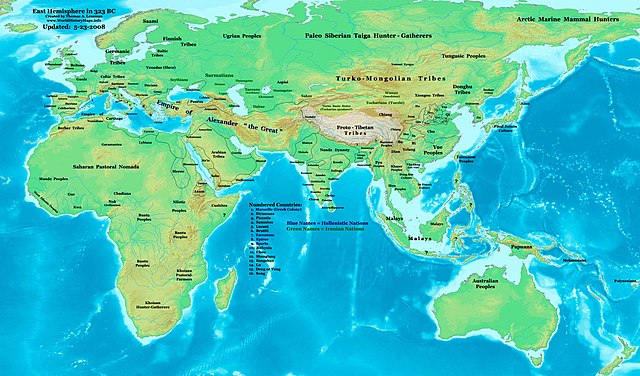
World in 323 BC
The Orontid dynasty, also known as the Eruandids or Eruandunis, ruled the Satrapy of Armenia until 330 BC and the Kingdom of Armenia from 321 BC to 200 BC. The Orontids ruled first as client kings or satraps of the Achaemenid Empire and after the collapse of the Achaemenid Empire established an independent kingdom. Later, a branch of the Orontids ruled as kings of Sophene and Commagene. They are the first of the three royal dynasties that successively ruled the antiquity-era Kingdom of Armenia.
An Armenian tribute bearer carrying a metal vessel with griffin handles. 5th century BC.
Armenian soldier of the Achaemenid army, circa 470 BC. Xerxes I tomb relief.
Orontes I Gold coin held at the National Library, Paris, dated to 362 BC.
Nemrut Dağı, Statues at East Terrace