Crankshaft
Videos
Photos
A crankshaft is a mechanical component used in a piston engine to convert the reciprocating motion into rotational motion. The crankshaft is a rotating shaft containing one or more crankpins, that are driven by the pistons via the connecting rods.

Crankshaft, pistons and connecting rods for a typical internal combustion engine

Marine engine crankshafts from 1942

Flying arm (the boomerang-shaped link between first and second crankpins) on a crankshaft)

Forged crankshaft
Reciprocating engine
Videos
Photos
A reciprocating engine, also often known as a piston engine, is typically a heat engine that uses one or more reciprocating pistons to convert high temperature and high pressure into a rotating motion. This article describes the common features of all types. The main types are: the internal combustion engine, used extensively in motor vehicles; the steam engine, the mainstay of the Industrial Revolution; and the Stirling engine for niche applications. Internal combustion engines are further classified in two ways: either a spark-ignition (SI) engine, where the spark plug initiates the combustion; or a compression-ignition (CI) engine, where the air within the cylinder is compressed, thus heating it, so that the heated air ignites fuel that is injected then or earlier.
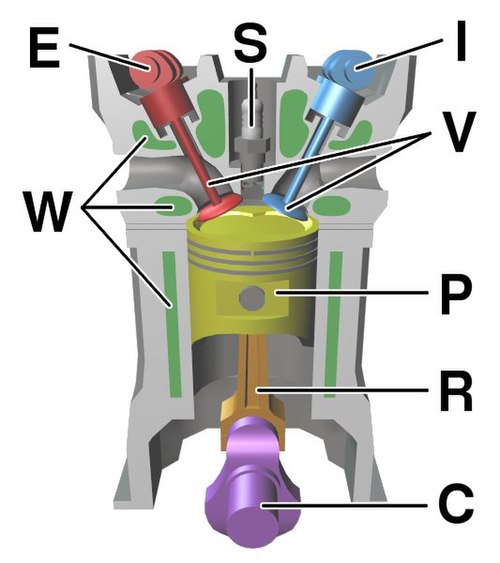
Internal combustion piston engine Components of a typical, four-stroke cycle, internal combustion, gasoline piston engine. C. Crankshaft E. Exhaust camshaft I. Intake camshaft P. Piston R. Connecting rod S. Spark plug W. Water jacket for coolant flow V. Valves

Ray-traced image of a piston engine