In the processing of photographic films, plates or papers, the photographic developer is one or more chemicals that convert the latent image to a visible image. Developing agents achieve this conversion by reducing the silver halides, which are pale-colored, into silver metal, which is black when in the form of fine particles. The conversion occurs within the gelatine matrix. The special feature of photography is that the developer acts more quickly on those particles of silver halide that have been exposed to light. When left in developer, all the silver halides will eventually be reduced and turn black. Generally, the longer a developer is allowed to work, the darker the image.
Developer powder using genol-hydroquinone.
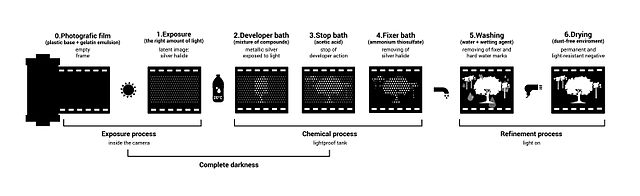
Photographic processing or photographic development is the chemical means by which photographic film or paper is treated after photographic exposure to produce a negative or positive image. Photographic processing transforms the latent image into a visible image, makes this permanent and renders it insensitive to light.
Black and white negative processing is the chemical means by which photographic film and paper is treated after photographic exposure to produce a negative or positive image. Photographic processing transforms the latent image into a visible image, makes this permanent and renders it insensitive to light.
A cut-away illustration of a typical light-trap tank used in small scale developing