Repoussé or repoussage ( ) is a metalworking technique in which a malleable metal is shaped by hammering from the reverse side to create a design in low relief. Chasing or embossing is a similar technique in which the piece is hammered on the front side, sinking the metal. The two techniques are often used in conjunction.
The Great Dish, or Great Plate of Bacchus, from the Roman Mildenhall Treasure
Golden mask from Colombia, at the Museo del Oro. Possibly from the Calima culture (100–500 AD)
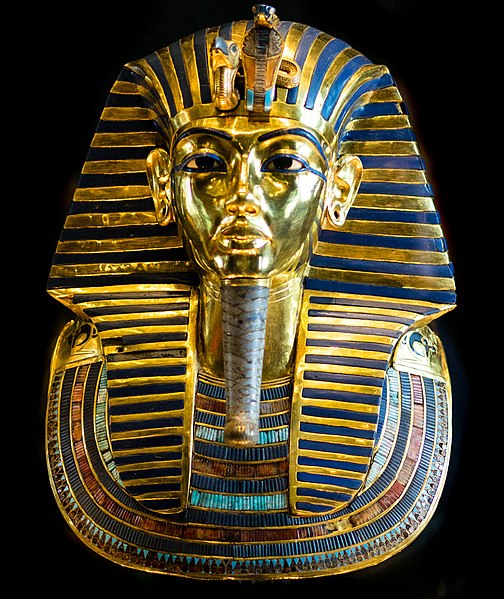
Golden mask of Tutankhamun's mummy
One of twenty-three silver altar vessels believed to have been found in the Syrian village of Kurin. Silver repoussé, partially gilt. The Walters Art Museum.
Metalworking is the process of shaping and reshaping metals in order to create useful objects, parts, assemblies, and large scale structures. As a term, it covers a wide and diverse range of processes, skills, and tools for producing objects on every scale: from huge ships, buildings, and bridges, down to precise engine parts and delicate jewelry.
Turning a bar of metal on a lathe.
Le Marteleur by Constantin Meunier (1886)
A turret lathe operator machining parts for transport planes at the Consolidated Aircraft Corporation plant, Fort Worth, Texas, USA in the 1940s.
A combination square used for transferring designs.