Space Shuttle thermal protection system
The Space Shuttle thermal protection system (TPS) is the barrier that protected the Space Shuttle Orbiter during the searing 1,650 °C (3,000 °F) heat of atmospheric reentry. A secondary goal was to protect from the heat and cold of space while in orbit.
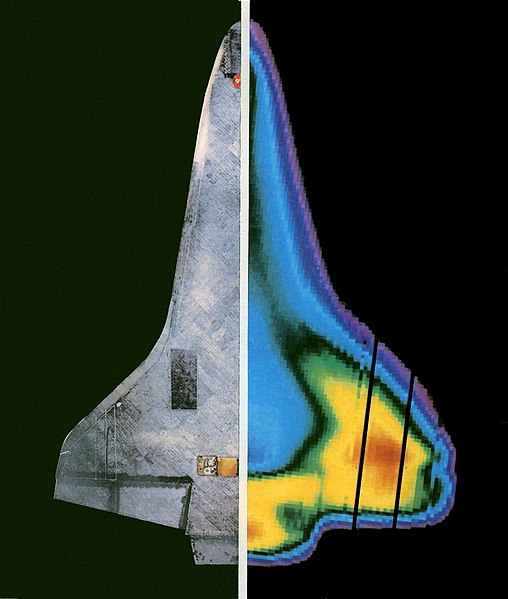
The Kuiper Airborne Observatory took an infrared image of the underside of Columbia during the reentry of STS-3 to study temperatures. The orbiter was 56 kilometers (184,000 ft) high and travelling at Mach 15.6.
Space Shuttle Discovery as it approaches the International Space Station during the STS-114 on 28 July 2005.
Endeavour in the California Science Center museum, showing tiles near door
Discovery's under wing surfaces are protected by thousands of High-Temperature Reusable Insulation tiles.
Atmospheric entry is the movement of an object from outer space into and through the gases of an atmosphere of a planet, dwarf planet, or natural satellite. There are two main types of atmospheric entry: uncontrolled entry, such as the entry of astronomical objects, space debris, or bolides; and controlled entry of a spacecraft capable of being navigated or following a predetermined course. Technologies and procedures allowing the controlled atmospheric entry, descent, and landing of spacecraft are collectively termed as EDL.
Mars Exploration Rover (MER) aeroshell, artistic rendition
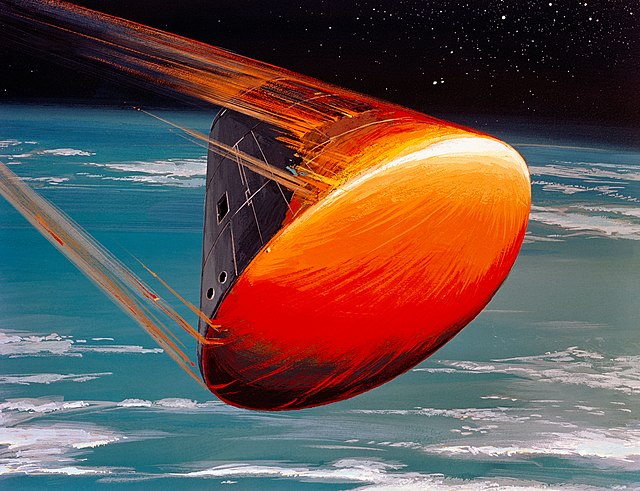
Apollo command module flying with the blunt end of the heat shield at a non-zero angle of attack in order to establish a lifting entry and control the landing site (artistic rendition)
Prototype of the Mk-2 Reentry Vehicle (RV), based on blunt body theory
Mk-6 RV, Cold War weapon and ancestor to most of the U.S. missile entry vehicles