Carnegie Steel Company was a steel-producing company primarily created by Andrew Carnegie and several close associates to manage businesses at steel mills in the Pittsburgh, Pennsylvania area in the late 19th century. The company was formed in 1892, and was subsequently sold in 1901 in one of the largest business transactions of the early 20th century, to become a major component of U.S. Steel. The sale made Carnegie one of the richest men in history.
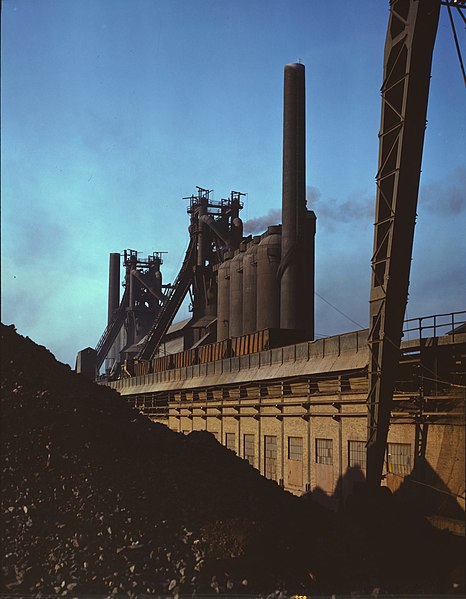
Blast furnaces and iron ore at the Carnegie-Illinois Steel Corporation mills in 1941
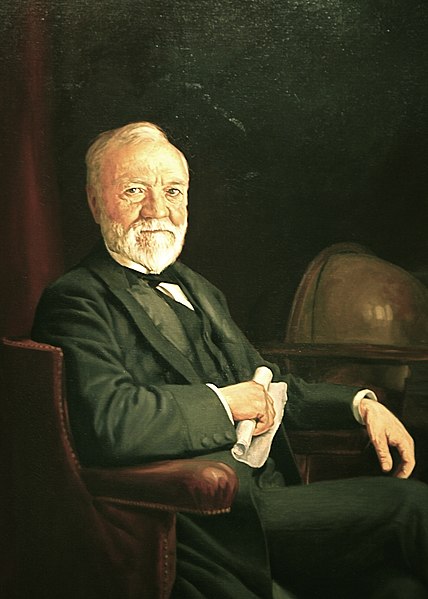
Andrew Carnegie was a Scottish-American industrialist and philanthropist. Carnegie led the expansion of the American steel industry in the late 19th century and became one of the richest Americans in history. He became a leading philanthropist in the United States, Great Britain, and the British Empire. During the last 18 years of his life, he gave away around $350 million, almost 90 percent of his fortune, to charities, foundations and universities. His 1889 article proclaiming "The Gospel of Wealth" called on the rich to use their wealth to improve society, expressed support for progressive taxation and an estate tax, and stimulated a wave of philanthropy.
Carnegie in 1913
Carnegie as he appears in the National Portrait Gallery in Washington, D.C.
Birthplace of Andrew Carnegie in Dunfermline, Scotland
Carnegie, age 16, with younger brother Thomas, c. 1851