The Linotype machine is a "line casting" machine used in printing which is manufactured and sold by the former Mergenthaler Linotype Company and related companies. It was a hot metal typesetting system that cast lines of metal type for one-time use. Linotype became one of the mainstays for typesetting, especially small-size body text, for newspapers, magazines, and posters from the late 19th century to the 1970s and 1980s, when it was largely replaced by phototypesetting and digital typesetting. The name of the machine comes from producing an entire line of metal type at once, hence a line-o'-type. It was a significant improvement over the previous industry standard of letter-by-letter manual typesetting using a composing stick and shallow subdivided trays, called "cases".
Paper tape controlled Linotype Model 5cS, manufactured in Germany (on display at Deutsches Museum, Munich)
Linotype machines, Anthony Hordern and Sons department store, c. 1935, by AE Foster
Ottmar Mergenthaler
Matrix transposition
Printing is a process for mass reproducing text and images using a master form or template. The earliest non-paper products involving printing include cylinder seals and objects such as the Cyrus Cylinder and the Cylinders of Nabonidus. The earliest known form of printing evolved from ink rubbings made on paper or cloth from texts on stone tablets, used during the sixth century. Printing by pressing an inked image onto paper appeared later that century. Later developments in printing technology include the movable type invented by Bi Sheng around 1040 AD and the printing press invented by Johannes Gutenberg in the 15th century. The technology of printing played a key role in the development of the Renaissance and the Scientific Revolution and laid the material basis for the modern knowledge-based economy and the spread of learning to the masses.

The intricate frontispiece of the Diamond Sutra from Tang dynasty China, AD 868 (British Library), discovered at the Library Cave of Mogao Caves in Dunhuang, but probably printed in Sichuan.
The earliest known woodcut, 1423, Buxheim, with hand-colouring
Copperplate of 1215–1216 5000 cash paper money with ten bronze movable types
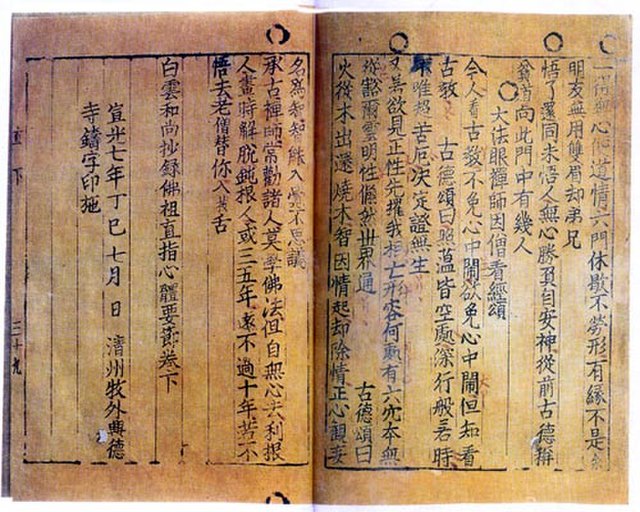
Jikji, "Selected Teachings of Buddhist Sages and Son Masters" from Korea, the earliest known book printed with movable metal type, 1377. Bibliothèque Nationale de France, Paris