Photolithography is a process used in the manufacturing of integrated circuits. It involves using light to transfer a pattern onto a substrate, typically a silicon wafer.
The wafer track portion of an aligner that uses 365 nm ultraviolet light
An integrated circuit (IC), also known as a microchip, computer chip, or simply chip, is a small electronic device made up of multiple interconnected electronic components such as transistors, resistors, and capacitors. These components are etched onto a small piece of semiconductor material, usually silicon. Integrated circuits are used in a wide range of electronic devices, including computers, smartphones, and televisions, to perform various functions such as processing and storing information. They have greatly impacted the field of electronics by enabling device miniaturization and enhanced functionality.
A microscope image of an integrated circuit die used to control LCDs. The pinouts are the dark circles surrounding the integrated circuit.
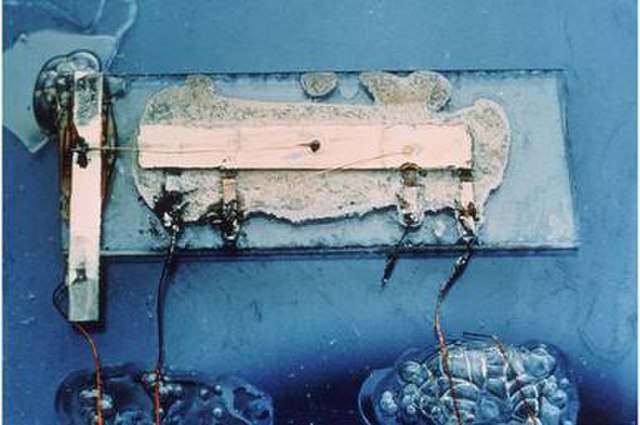
Jack Kilby's original integrated circuit. The world's first IC. Made from germanium with gold-wire interconnects.
A-to-D converter IC in a DIP
The die from an Intel 8742, an 8-bit NMOS microcontroller that includes a CPU running at 12 MHz, 128 bytes of RAM, 2048 bytes of EPROM, and I/O in the same chip