Portland cement is the most common type of cement in general use around the world as a basic ingredient of concrete, mortar, stucco, and non-specialty grout. It was developed from other types of hydraulic lime in England in the early 19th century by Joseph Aspdin, and is usually made from limestone. It is a fine powder, produced by heating limestone and clay minerals in a kiln to form clinker, grinding the clinker, and adding 2 to 3 percent of gypsum. Several types of portland cement are available. The most common, called ordinary portland cement (OPC), is grey, but white portland cement is also available. Its name is derived from its resemblance to Portland stone which is quarried on the Isle of Portland in Dorset, England. It was named by Joseph Aspdin who obtained a patent for it in 1824. His son William Aspdin is regarded as the inventor of "modern" portland cement due to his developments in the 1840s.
Bags of portland cement wrapped and stacked on a pallet.
Blue Circle Southern Cement works near Berrima, New South Wales, Australia.
Plaque in Leeds commemorating Joseph Aspdin
William Aspdin is considered the inventor of "modern" portland cement.
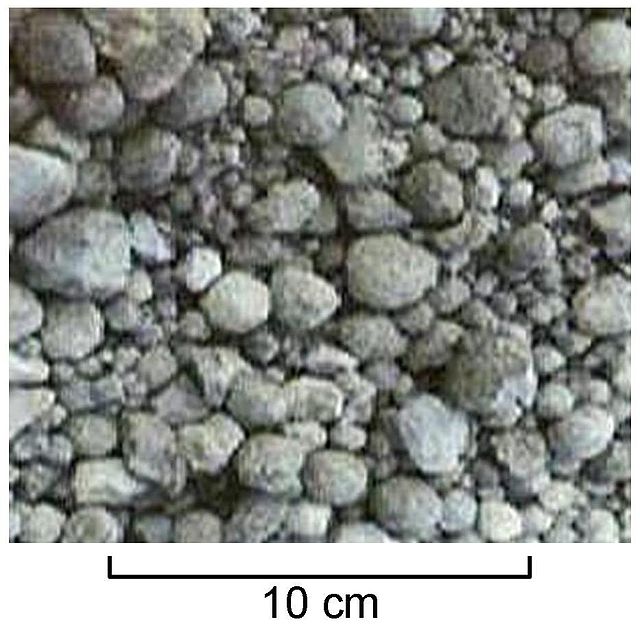
A cement is a binder, a chemical substance used for construction that sets, hardens, and adheres to other materials to bind them together. Cement is seldom used on its own, but rather to bind sand and gravel (aggregate) together. Cement mixed with fine aggregate produces mortar for masonry, or with sand and gravel, produces concrete. Concrete is the most widely used material in existence and is behind only water as the planet's most-consumed resource.
Cement powder, here conditioned[clarification needed] in bag, ready to be mixed with aggregates and water. Dispersing dry cement dust in the air should be avoided to prevent health issues.
Cement block construction examples from the Multiplex Manufacturing Company of Toledo, Ohio, in 1905
Clinker nodules produced by sintering at 1450 °C
Calcium oxide obtained by thermal decomposition of calcium carbonate at high temperature (above 825 °C).




![Cement powder, here conditioned[clarification needed] in bag, ready to be mixed with aggregates and water. Dispersing dry cement dust in the air shoul](https://upload.wikimedia.org/wikipedia/commons/thumb/a/a4/USMC-110806-M-IX060-148.jpg/400px-USMC-110806-M-IX060-148.jpg)